eliminating human error, enhancing human judgment

About
Company
VinteccLocation
BelgiumCompetences
machine vision
computer vision
quality inspection
product inspection
factory operator
inspection automation
smart production
how factory operators and machine vision together deliver superior quality inspection in the manufacturing industry
Achieving the highest levels of quality and precision is non-negotiable. As production volumes grow and product complexity increases, traditional manual inspection methods are struggling to keep up.
Enter machine vision technology, a powerful tool that can work alongside factory operators to deliver faster, more accurate, and more reliable quality inspections. But rather than replacing the human element, machine vision works best when paired with the expertise and decision-making of factory operators. This synergy between operator and machine creates a robust, efficient, and highly effective quality control system.
In this blog, we’ll explore how the combination of machine vision and factory operators results in a win-win scenario for product inspections, reducing errors, speeding up processes, and ultimately ensuring better product quality.



1. The role of machine vision in quality inspection
Precision and consistency at scale
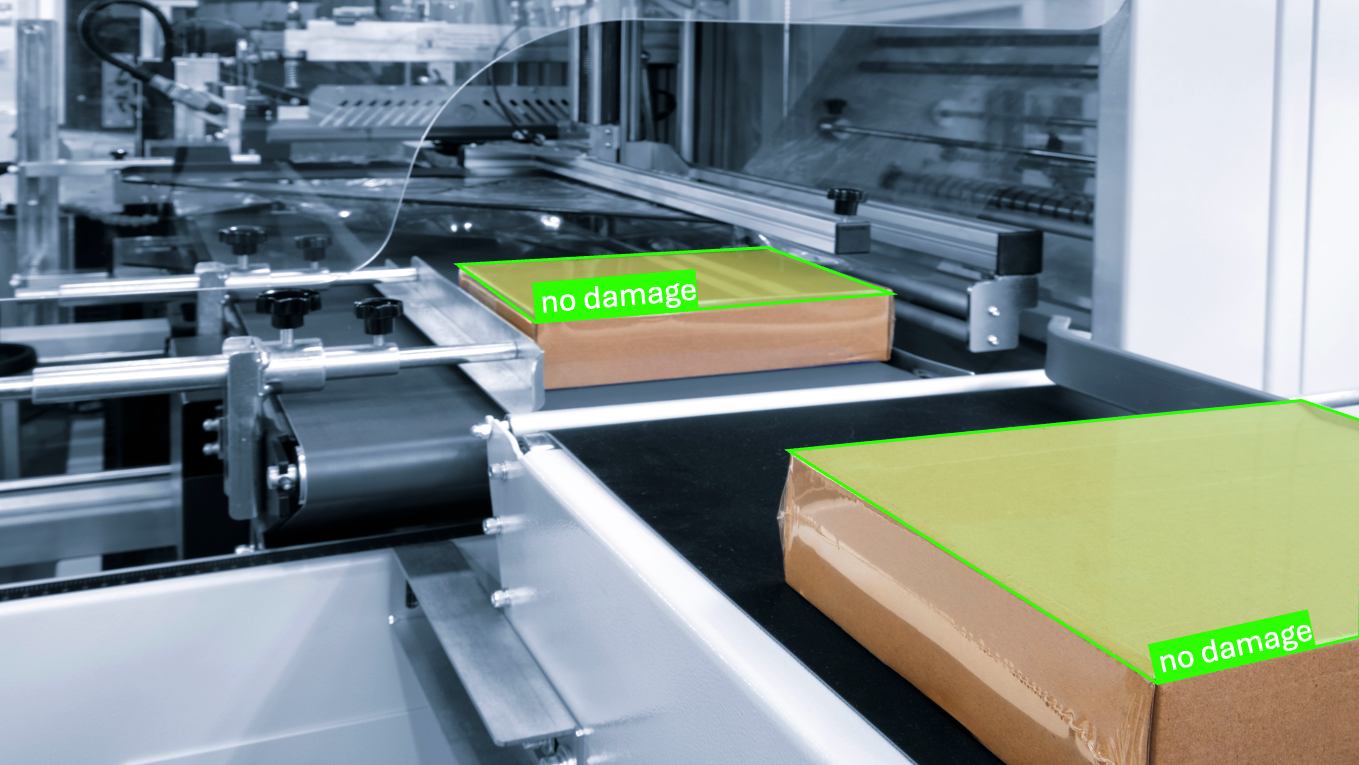
- Machine vision systems are designed to inspect products using cameras and sensors, capturing high-resolution images and detecting even the smallest defects that are invisible to the human eye. Whether it's checking for missing parts, surface flaws, or dimensional inaccuracies, machine vision excels in performing these tasks with incredible precision and consistency.
- Unlike human inspectors, machine vision doesn’t get tired or distracted. It can inspect hundreds or thousands of components per hour without missing a beat, maintaining the same high level of accuracy throughout a shift. In industries like automotive, where safety and quality are paramount, the ability to catch tiny defects before they become major issues is invaluable.
Speeding up the inspection process
- In high-volume manufacturing environments, speed is critical. Machine vision systems can inspect parts at a much faster rate than a human operator, allowing for real-time quality control without slowing down production. This means potential defects can be identified and addressed immediately, reducing the likelihood of defective products reaching the end of the production line.
- However, speed without accuracy can lead to false positives or missed defects. This is where the human element comes into play.

2. The vital role of the factory operator
Expert decision-making and adaptability
- While machine vision systems are excellent at identifying defects based on predefined criteria, they lack the ability to make complex decisions in ambiguous situations. This is where factory operators, with their deep knowledge of production processes and hands-on experience, become essential.
- Operators can analyze the data provided by machine vision systems, interpret edge cases, and make judgment calls when the system flags something that might not fit neatly into a programmed rule. Their expertise allows them to differentiate between acceptable variations and real issues, ensuring that only truly defective parts are rejected or reworked.
Adjusting and optimizing machine vision systems
- Operators are also critical in setting up, fine-tuning, and maintaining machine vision systems. During initial setup, they configure the parameters that the system will use to detect defects. Over time, they may need to adjust these parameters based on changes in the production line or to optimize performance as new challenges arise.
- This human oversight ensures that machine vision systems remain effective even as production conditions change, whether it’s the introduction of new parts, materials, or design features.
3. The synergy between machine vision and operator: Better together
Eliminating human error, enhancing human judgment
- Machine vision eliminates the possibility of fatigue or distraction leading to mistakes, while operators bring problem-solving skills that machines can’t replicate. Together, they form a complementary team that addresses the weaknesses of each individual component. Machine vision ensures consistent, high-speed inspections, while operators provide the adaptability and decision-making needed for more complex issues.
- For example, in an automotive production line, machine vision might flag a component as defective due to a surface imperfection. An operator can then review the flagged issue and determine whether it’s a critical flaw or merely a cosmetic blemish that doesn't affect the part's functionality. This kind of collaboration ensures that only the appropriate parts are removed from the line, reducing unnecessary waste while maintaining high standards of quality.
Faster identification of defects
- When combined, machine vision and operators can identify and resolve defects faster than either could alone. Machine vision catches defects early and alerts the operator in real time, allowing for immediate action. Whether it’s stopping the line, adjusting a machine, or reworking a part, the operator can intervene quickly to prevent defects from escalating into larger problems.
- This proactive approach to quality control prevents defective products from reaching the customer, reduces rework costs, and minimizes the risk of recalls, which can be financially damaging and harmful to a company’s reputation.
4. Guaranteed better product quality
A holistic approach to quality control
- The combination of machine vision and human operators creates a holistic quality control process.
- Machine vision systems perform the heavy lifting—inspecting vast quantities of products with speed and precision.
- At the same time, operators oversee the system, making critical decisions and adjustments to ensure that the final output meets the highest standards of quality.
- This integrated approach leads to fewer defects, lower operational costs, and greater customer satisfaction.
In industries like automotive and manufacturing, where safety and reliability are crucial, the combined efforts of human expertise and machine precision result in products that consistently meet the rigorous demands of the market.
Why is this important to you?
The combination of factory operators and machine vision creates a powerful quality inspection system. Machine vision delivers speed, accuracy, and consistency, while operators provide the experience, judgment, and adaptability necessary for complex decision-making. Together, they form a synergy that not only reduces defects and speeds up inspections but also ensures that the final products are of the highest quality possible.
By leveraging the strengths of both machine and human, companies can create a quality control process that is both highly efficient and incredibly reliable—ensuring better outcomes for manufacturers and customers alike.