reducing scrap by optimising inspection

About
Company
construction, automotive and energy industryLocation
BelgiumCompetences
computer vision
web based HMI
industrial IoT
data analytics
production optimisation
interact
capture
VISUAL WELDING SEAM INSPECTION FOR INDUSTRY
automated quality control of welds in a demanding environment
1. the big picture
In various industries including construction, automotive and energy, critical parts are very often welded together, requiring visual weld inspection. As part of production optimisation, companies then look to automate repetitive inspections using technology. Enter Vintecc.
Vintecc now has a lot of experience in setting up automated weld inspection projects and in this use case we take a closer look at the recurring reasons for this:
- Detection of welding defects
- Visual inspection can help detect welding defects such as cracks, porosity and insufficient weld depth. By detecting these faults, the quality and safety of the welded structure or equipment can be ensured.
- Quality control
- Visual weld inspection is an important part of quality control. By checking the welds, it can be determined whether they meet specifications and standards. This can help ensure consistency in production.
- Safety
- Welding defects can lead to dangerous situations, such as cracks or fractures in a structure or part. By applying visual weld inspection, the safety of the structure or part can be ensured.
- Traceability
- Visual weld inspection can be used to document the quality and integrity of welds. This can be crucial for legal requirements and standards in the industry.


2. challenge
When visually inspecting a weld, you are going to continuously check the profile of the weld. In this way, the weld is divided into infinite cross-sections which you can then analyse for various faults.

Things to detect
1. Angle of the pieces to be welded
- By checking the angle of the pieces to be welded, a first check can already be made.

2. Excess welding material
- If the angle of the metal pieces is good and the weld has been performed, then the volume of the weld seam can be checked for excess material.

3. Sagging in the weld
- If the volume of the weld falls below a certain minimum value, then a failure may possibly occur when the part is in use. These faults, however small, are difficult to see with the eye and can now be detected automatically. Tolerance issues, approve or reject, now become less of an issue
sagging in the weld

4. Defect/fault detection
- Finally, you get a continuous view and clear overview of where any defects have been detected in the weld ...
- ... control whether a weld has been performed or not ...

- ... or if the pieces to be welded are still properly positioned relative to each other

- ... or if (non-)permissible weld craters or pits are present.

5. Detection of letters or numbers
- What is interesting in some industries is to scan applied raised markings such as a letter or number code for traceability of parts.

6. Weld spatter
- Besides the weld itself, the general weld appearance can also be inspected. For example, weld spatter can be detected.

Industrial environment
Cooling of sensor and removal of smoke
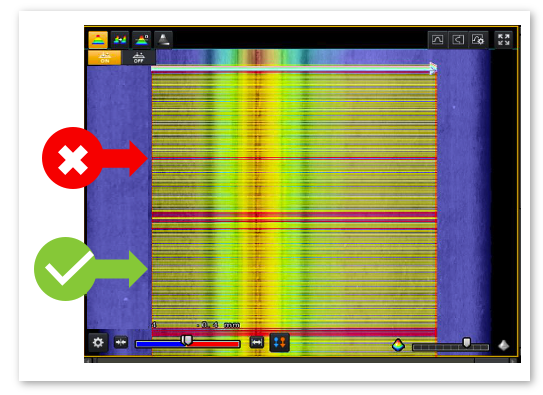
- In one of the set-ups, Vintecc was forced to place the sensor very close to the welding operation itself. The downside is that a lot of smoke and heat is just released during that operation and a solution had to be found to remove the smoke plus continuously cool the sensor.
- Should that challenge not be overcome, the digital image would not be sufficient for automatic assessment via visual inspection.
- Image subjected to coolant and heat:

3. solution - height based visual inspection
So it comes down to making the right selection of sensors, controller and software to inspect the continuous stream of images.
1. Robust high-resolution sensors
- Highly accurate inline sensors allow us to capture the shape of welds and different types of faults in exceptionally high detail. Choosing the right and suitable sensor immediately gives you many more possibilities than a classic sensor.
- Z-axis = height and volume measurements
- By measuring height correctly, measurements can now be taken and defects detected much faster and much more accurately.
- Stable and secure inspection
- Small irregularities or defects - normally missed by the human eye - are now picked up with certainty.
- Z-axis = height and volume measurements
2. A controller adapted to your needs
- Choose a controller with an intuitive user interface that makes setting up image processing easy. There are different types and brands but they often differ in the way they are set up.
- Our advice? Keep it simple, but pay attention to some things like: selecting light sensitivity, possible position or location detection and correction, the different inspection tools you can add, ....
3. Computer vision - detecting the smallest errors
- Computer vision enabled Vintecc to detect and reveal the smallest anomalies with high accuracy.

4. results that can be seen
1 unprecedented accuracy
The selected sensors have an accuracy of up to 0.5microns. No anomaly escapes visual inspection anymore.
2 digital control ensures less scrap
With this accuracy, permissible deviations can be set and controlled much better. Parts can now be approved for production with certainty, which can greatly reduce the percentage of scrap or waste.
3 from PoC to production
The power of computer vision passed seamlessly from the lab to the production line. A robust camera setup, integration with existing automation and production performance monitoring were integrated into our customers' production process.
4 real-time inspection 24/7
Vintecc's in-line industrial set-up guarantees real-time, robust and tireless inspection. Today, quality control of welds happens continuously and with higher accuracy than before.
5 additional form inspection
Another added advantage of working with such accurate sensors is that an additional profile inspection/measurement can even be performed on the part after it has been welded. Here, the welded part can be measured so that quality control can confirm that it is still within the required tolerances.
